TAF range of services
Reactors and Combustion Chambers

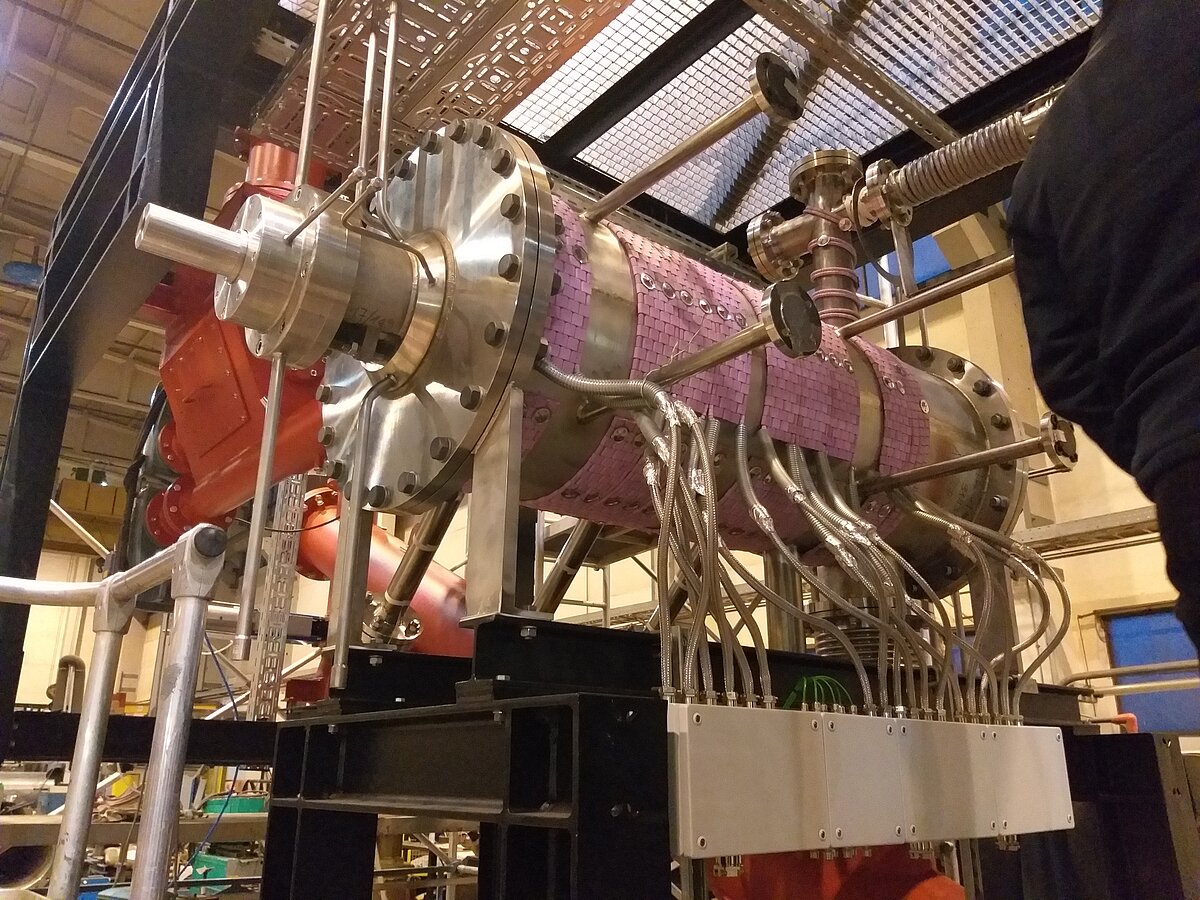
Reactors for a wide range of applications – such as the gasification of pulverized coal or sewage sludge – have been a core part of TAF’s portfolio for many years. The systems are customized to meet specific process requirements and are used in various sectors of the chemical and process engineering industries.
Another key focus is the development and manufacture of combustion chambers. These are used both to provide process heat and for thermal exhaust gas combustion, such as for the safe treatment of process and residual gases. The focus here is on stable combustion, high operational reliability, and compliance with stringent emission limits.
Our custom-designed reactors and combustion chambers cover a wide range of operating conditions. Temperatures up to 1200 °C and pressures up to 40 bar can be easily achieved, enabling reliable operation even under demanding industrial conditions.